As mesas da fresadora CNC têm uma superfície plana e usinada com ranhuras ou canais em toda a área e vedações de borracha. Os avanços metalúrgicos nas brocas de roteador permitiram usinagem com maior velocidade, criando uma força substancial nas peças sobre a mesa, exigindo, portanto, uma tremenda força de vácuo de retenção nessas peças. O vácuo fornece os meios para criar essas forças.
Com um sistema de pod, a bomba de vácuo pode ver o ar diretamente da madeira que está sendo pressionada. Com uma fresadora de peças aninhadas, o sistema de vácuo puxará o vácuo na parte inferior do painel composto, mas conforme o corte e a perfuração ocorrem, a serragem pode ser puxada para o sistema de vácuo. Embora um sistema de vácuo vedado a óleo possa se destacar aqui, pois pode passar pequenas quantidades de serragem sem danificar a bomba de vácuo, a contaminação do trocador de calor pode se tornar um problema. Outros tipos de tecnologia de bomba de vácuo (parafuso rotativo lubrificado e palheta rotativa seca) são totalmente dependentes do filtro de entrada funcionando corretamente, pois qualquer ingestão de serragem pode quebrar a bomba.
Portanto, é fundamental usar filtragem de entrada eficiente e manutenção adequada com limpeza regular. A falta de manutenção causará maior transporte de pó de madeira para a bomba de vácuo e possível ruptura do elemento do filtro. Isso também aumentará a perda de pressão sobre o filtro, resultando em uma redução da capacidade da bomba e do nível de vácuo. Por exemplo: a um nível de vácuo de 24 "Hg, a perda de capacidade da bomba é de 33% com uma queda de pressão de 2" Hg e 50% a 3 "Hg. Devido à grande carga de poeira, a queda de pressão pode aumentar rapidamente. Portanto, é altamente recomendável instalar um sistema de filtragem de entrada de dois estágios, em que o primeiro estágio utiliza um filtro de separação ciclônico para separar as partículas grandes, seguido por um filtro eficiente de 10 mícrons. O cuidado adequado deve ser tomado ao limpar um filtro de entrada. Certifique-se de que o filtro de entrada não se rompe ao bater contra uma parede ou lata de lixo. Deve-se ter cuidado ao usar ar comprimido para limpar os filtros, pois o filtro pode se romper com a força do ar.
Determinar quanto vácuo é necessário para segurar as peças em sua fresadora CNC é uma etapa muito importante ao selecionar uma bomba de vácuo. Várias outras variáveis entram na equação, que também precisam ser consideradas.
Os usuários do roteador CNC normalmente usam uma ou mais bombas de vácuo para criar vácuo e segurar as peças de trabalho na mesa do roteador. Isso se aplica a materiais como madeira, plástico, alumínio e outros materiais não magnéticos. Uma vantagem significativa do mandrilamento a vácuo é que as peças de trabalho podem ser seguradas na mesa da fresadora com grande força, evitando danos ou distorções nas peças e também eliminando a necessidade de acessórios.
O mandrilamento a vácuo pode ser obtido usando potes de borracha individuais, como o sistema Carter Pod, que são a escolha preferida para peças menores, ou instalando a placa de MDF na mesa do roteador e aspirando através da placa para puxar para baixo as peças a serem usinadas na placa de MDF. O objetivo deste artigo é explicar a relação entre o nível de vácuo e a força de retenção.
Para bombas de vácuo industriais, o grau de vácuo é expresso em polegadas Hg (mercúrio). A pressão barométrica ao nível do mar é de 30 polegadas Hg ou 14,7 lbs / in2 (PSI). Ao criar um vácuo nos canais da mesa do roteador sob a placa de MDF, criamos uma pressão diferencial utilizando a pressão barométrica para aplicar força na peça de trabalho no topo da placa de MDF. O grau de vácuo que podemos alcançar depende da qualidade da vedação entre a mesa da tupia e a placa de MDF, da taxa de vazamento pela placa de MDF e do tamanho da peça em relação ao tamanho da mesa da tupia. Quanto menor for a peça de trabalho, maior será o vazamento através da placa de MDF e, portanto, maior será a capacidade da bomba de vácuo necessária para atingir o nível de vácuo necessário. Além disso, a taxa de vazamento aumentará à medida que mais peças forem roteadas e mais da placa de MDF for exposta.
A força de retenção necessária depende do tipo e qualidade das ferramentas de fresagem e da força gerada pela profundidade de corte e velocidade de alimentação. Como regra geral, a força média de retenção em uma única peça deve ser de cerca de 2.000 libras. Geralmente, um nível de vácuo entre 18 - 24 ”Hg é suficiente para criar a força de retenção necessária.
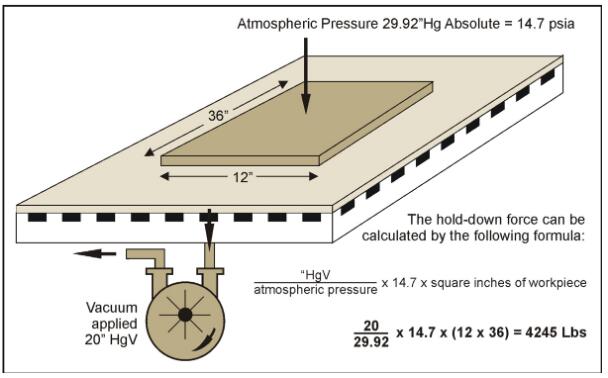
Para calcular a força de retenção, podemos usar a seguinte fórmula: Para facilidade de cálculo, usamos uma proporção aproximada de 2: 1 para converter polegadas Hg em lbs / in2, ou seja, 1 PSI é igual a 2 ”Hg.
Força total de retenção = Nível de vácuo (“Hg) x tamanho da peça de trabalho em polegadas quadradas.
Exemplo: o tamanho de um painel de madeira a ser roteado é 24 "x 24" e o nível de vácuo é 20 "Hg. O local é ao nível do mar, onde a pressão barométrica é de 30 ”Hg. (14,7 PSI) A força de retenção calculada é:
20/2 x (24 x 24 ”) = 5.645 libras
A altitude tem um efeito na força de retenção e deve ser levada em consideração especialmente em peças menores.
Deve ser entendido que uma determinada bomba de vácuo de tamanho, que atinge 20 "Hg de vácuo ao nível do mar ao operar em uma fresadora CNC com uma determinada peça de trabalho e quantidade de vazamento de ar, não atingirá o mesmo nível de vácuo a 5.000 pés de altitude sob a mesma condições. Isso pode ser explicado da seguinte forma: As capacidades de entrada para todas as bombas de vácuo são classificadas em ACFM ou CFM real, medidas nas condições de entrada. O vazamento de ar através da placa de MDF e selos é medido em CFM sob condições atmosféricas. A relação de pressão de volume é calculada pela fórmula P1 x V1 = P2 X V2
O exemplo a seguir mostra a relação: Suponha que o vazamento de ar total seja 100 SCFM a um nível de vácuo de 20 "Hg ao nível do mar, a pressão barométrica é 30" Hg. P1 = 30 "Hg, V1 = 100 SCFM, P2 = (30 - 20) = 10" Hg absoluto.
A capacidade de entrada da bomba de vácuo calculada é: (30 x 100) / 10 = 300 ACFM a 20 ”Hg. Para atingir o mesmo nível de vácuo a uma altitude de 5.000 pés, onde a pressão barométrica é de 25 "Hg, a capacidade real da bomba necessária seria:
P1 = 25 "Hg, V1 = 100 CFM, P2 = (25 - 20) = 5" Hg absoluto e V2 = (25 x 100) / 5 = 500 ACFM em um vácuo equivalente ao nível do mar de 25 "Hg.
Como mencionado antes, um nível de vácuo de 18 - 24 "Hg é geralmente suficiente para criar a força de retenção necessária, uma vez que a 18" Hg a força de retenção é 9 PSI e a 24 "Hg a força equivalente é 12 PSI. Aumentar o nível de vácuo para 26 ”Hg nos dará apenas 1 PSI a mais de força, mas aumentará a capacidade da bomba de vácuo necessária em um mínimo de 50% por causa da razão de volume de pressão aumentada conforme explicado acima. Ele também explica a importância de minimizar vazamentos e certifique-se de limpar a mesa regularmente para reduzi-los.









